Profilirani limeni limovi imaju široku primjenu u industrijskoj i civilnoj gradnji. Međutim, oni se ne izrađuju ručno. Kako je uređena linija za proizvodnju valovitog kartona, što su i koje su razlike - kasnije u članku.
Prije izravnog razmatranja opreme, kako biste bolje razumjeli kako se određuju njegove karakteristike, trebali biste odlučiti koje su vrste valovitog kartona. Uostalom, parametri konačnog proizvoda određuju izbor opreme za njegovu proizvodnju.
 Decking, čak i s najmanjom vrijednošću valovitosti (8 mm za preinake na zidu), pokazuje se puno čvršćim od običnog, pocinčanog čeličnog lima, od kojeg je izrađen.
Decking, čak i s najmanjom vrijednošću valovitosti (8 mm za preinake na zidu), pokazuje se puno čvršćim od običnog, pocinčanog čeličnog lima, od kojeg je izrađen.
To je uzdužni reljef koji mu daje dodatnu krutost.Stoga ga graditelji naširoko koriste u razne svrhe: ograde i zidovi industrijskih zgrada, kao krovni materijal, za međukatne stropove, pa čak i kao fiksna oplata.
Zidovi i krovište od valovitog kartona ne opterećuju zgrade i imaju izvrsnu nepropusnost (fusnota 1).
Naravno, različiti zadaci zahtijevaju različite karakteristike, a time i linije za proizvodnju valovitog kartona.
Sve tehnološke informacije o potrošačkim kvalitetama sadržane su u samom označavanju valovitog kartona, s čime se važno upoznati prije kako odabrati krov od valovitog ploča.
Postoji državni standard za njegovu proizvodnju - GOST 24045-94, gdje su registrirane sve karakteristike koje se odražavaju u marki.
Na primjer, C44-1000-0.4 znači:
- C - namjena materijala
- 44 - visina valovitosti
- 1000 - korisna, odnosno montažna širina lima
- 0,4 - debljina upotrijebljenog metala
Klasifikacija valovitih ploča (fusnota 2):
- SA - zidni pod koristi se za izgradnju ograda, zidova i pregrada
- H - krovna valovita ploča koristi se za krovište
- HC - koristi se kao krovni pokrov i kao valovita ploča za zidove
Važna informacija! Za izradu svih standardnih valovitih ploča koristi se lim širine 1250 mm. Različite širine konačnog proizvoda (u pravilu od 750 do 1150 mm) određene su odlaskom materijala na visinu valovitosti: što je veći profil, to je manja širina. Međutim, u isto vrijeme, snaga također raste proporcionalno.
Duljina listova, u skladu s GOST-om, može biti od 2,4 za zid i 3 m za mješovite i krovne materijale, do 12 m za sve vrste.
Međutim, zbog činjenice da je materijal valjan, prema narudžbi, proizvođači su spremni izrezati svoje proizvode na bilo koju veličinu prikladnu za kupca.
Krovni materijali također, u većini slučajeva, imaju poseban kapilarni odvodni utor na vrhu rebra s vanjske strane.
Kao sirovina za proizvodnju valovitog kartona koristi se samo pocinčani valjani metal. Može imati debljinu od 0,35 do 2 mm. Standardni vanjski promjer role je 1,2 m, dok duljina lima u njoj ovisi o debljini metala.
Čelik može imati ili konvencionalni premaz cinkom ili dodatni sloj zaštite od lakiranog materijala ili polimera.
U tom slučaju premaz se može nanositi jednostrano ili obostrano, u slučaju dvostranog nanošenja može se izvesti jednim ili različitim materijalima.
Važna informacija! Najpouzdaniji i najtrajniji je valoviti karton presvučen sintetičkim poliesterskim materijalima. Ali također je najskuplji i najosjetljiviji na mehanička oštećenja zaštite. Međutim, posljednji nedostatak je ublažen prisutnošću na tržištu posebnih spojeva za popravke.
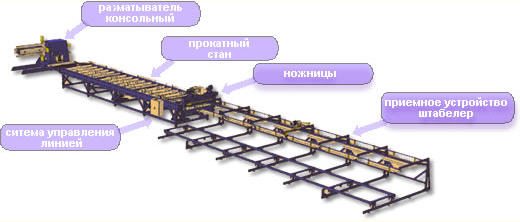
Tipična shema linije za proizvodnju valovitog kartona uključuje, u pravilu, pet glavnih uređaja:
- Odmotavač - valjak čeličnog lima stavlja se na njegovu osovinu i drži da se dovede do mjesta obrade
- Mlin za oblikovanje je glavni element linije, gdje se odvija stvarno profiliranje isporučene trake materijala.
- Upravljačka jedinica - ovdje možete uključiti, isključiti i programirati parametre za rad uređaja
- Giljotinske škare - uz njihovu pomoć gotov profil se reže na listove
- Prijemni stol - u pravilu odgovara dimenzijama lima koji se trenutno proizvodi (širina stola je fiksna, a duljina se može podešavati). Ovdje se gotovi proizvodi slažu i pakiraju za kasniju otpremu u skladište.
Važna informacija! Neki renomirani proizvođači opreme koji proizvode različite linije za proizvodnju: proizvodnja valovitog kartona, metalnih pločica, drugih vrsta valjanih proizvoda, opremaju svoje proizvode dodatnim uređajima. Na primjer, to može biti stol za hranjenje smješten između odmotača i stroja za oblikovanje ili škare za rezanje, koje pridonose brzoj izmjeni role. Naravno, takvi dodaci pozitivno utječu na tehnološki proces, a time i na kvalitetu gotovog lima.
Međutim, glavni element svake linije je valjaonica. Sastoji se od simetričnih parova osovina (stalaka) ugrađenih na okvir, koji zbog mehaničke kompresije formiraju valovitost na limu, kotrljajući traku kroz sebe.
Što je njihov broj veći, dobiva se dublji profil. Uostalom, traka se ne može jednostavno uzeti i na ulazu u mlin postaviti na željeni zavoj (širina sirovine je veća od širine gotovog proizvoda).
U ovom slučaju, metal će najmanje izgubiti svoju plastičnost na zavojima i najvjerojatnije će se slomiti. Osim toga, u ovom će ga slučaju biti vrlo teško rastegnuti kroz obrazac.

Tijekom prolaza izvorni materijal se deformira od manjeg zavoja do većeg. Sukladno tome, promjer cilindara za oblikovanje raste od para do para, a udaljenost između njih se smanjuje, sve do posljednjeg postolja, gdje valovita ploča dobiva planiranu veličinu.
S obzirom na opisane značajke tehnologije, praktički je nemoguće proizvoditi proizvode različitih profila na istom mlinu.
Svaki tip zahtijeva svoju širinu kreveta na mjestu ugradnje postolja, kao i odgovarajući promjer cilindara. Međutim, postoje modeli koji omogućuju proizvodnju materijala s istom visinom valovitosti, ali s različitim širinama listova.
Teoretski, također je moguće proizvesti druge valjane proizvode, koji nemaju prevelike razlike u visini valovitosti. Međutim, u ovom slučaju trebat će vam kompletan set opreme, uključujući postolja i giljotinske škare.
Uzimajući u obzir troškove instalacijskih radova, takvo se rješenje s financijske točke gledišta neće mnogo razlikovati od postavljanja nove linije. Ono što svaki proizvođač može mijenjati je debljina metala, vrsta njegovog premaza i duljina gotove valovite ploče.
Na okviru je kao pogon ugrađena električna elektrana čija snaga određuje maksimalnu debljinu obrađenog metala i brzinu valjanja.
No, mlin ne samo da sam obavlja glavni posao, već je i potporna konstrukcija za dio ostale opreme - barem upravljačku jedinicu i giljotinu, koja također igra važnu ulogu.
Giljotinske škare uključuju bilo koju liniju proizvodnje profesionalnog poda. Ponavljaju geometriju odlaznog profila i imaju hidraulički, elektromehanički, rjeđe pneumatski pogon.
Kvaliteta proizvoda uvelike ovisi o njima, jer rub valovitog kartona ne bi trebao imati neravnine, a zavoj formiran na mjestu rezanja ne bi trebao utjecati na duljinu lista za više od 0,5 mm (prema GOST-u).
Budući da su rezni rubovi škara glavni radni element koji utječe na ove pokazatelje, povremeno ih je potrebno oštriti ili zamijeniti.

Za upravljanje cijelim skupom mehanizama koristi se upravljačka jedinica. Na početku proizvodnog procesa programira se za određenu debljinu izvornog materijala, vrstu premaza, a također se postavlja i potrebna duljina lima.
Ovi uređaji imaju elektroniku za isključivanje linije u slučaju problema.
Opremljena takvim kontrolerom, linija za proizvodnju valovitog kartona smatra se poluautomatskom. To je zbog činjenice da se punjenje nove metalne trake nakon završetka stare role vrši ručno.
Ostatak vremena, osoblje (koje predstavlja jedan radnik na većini linija) ostaje promatrati odsutnost kvarova - oprema će sve učiniti sama.
A sada se samo trebate upoznati upute za postavljanje limenog krovai vaš dom će biti transformiran!
Izvori informacija
- Članak iz
- Najveći proizvođač krovnih materijala
Je li vam članak pomogao?